




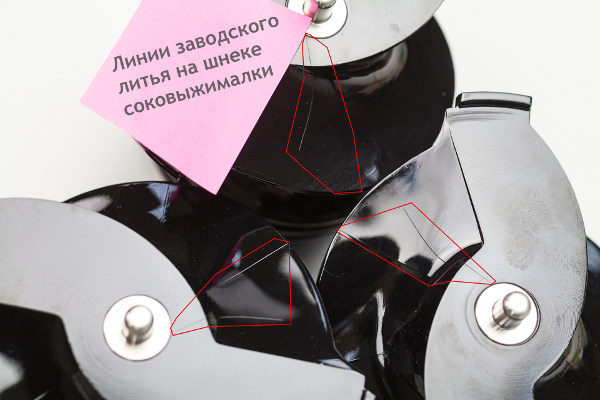
Пользователи нередко обращаются к нам, увидев на устройстве линии заводского литья, и с опаской именуют их трещинами. На самом деле причин для беспокойства нет, это всего лишь технологические насечки от литья, которые никак не влияют на продуктивность устройства. Подобные линии есть на множестве деталей, таких как шнек и отжимная корзина шнековых соковыжималок разичных производителей и не являются неисправностью. Технология литья под высоким давлением производит детали из легких сплавов с большой скоростью. Подобный процесс обеспечивает высокую точность, однородность и оптимальные механические свойства.

  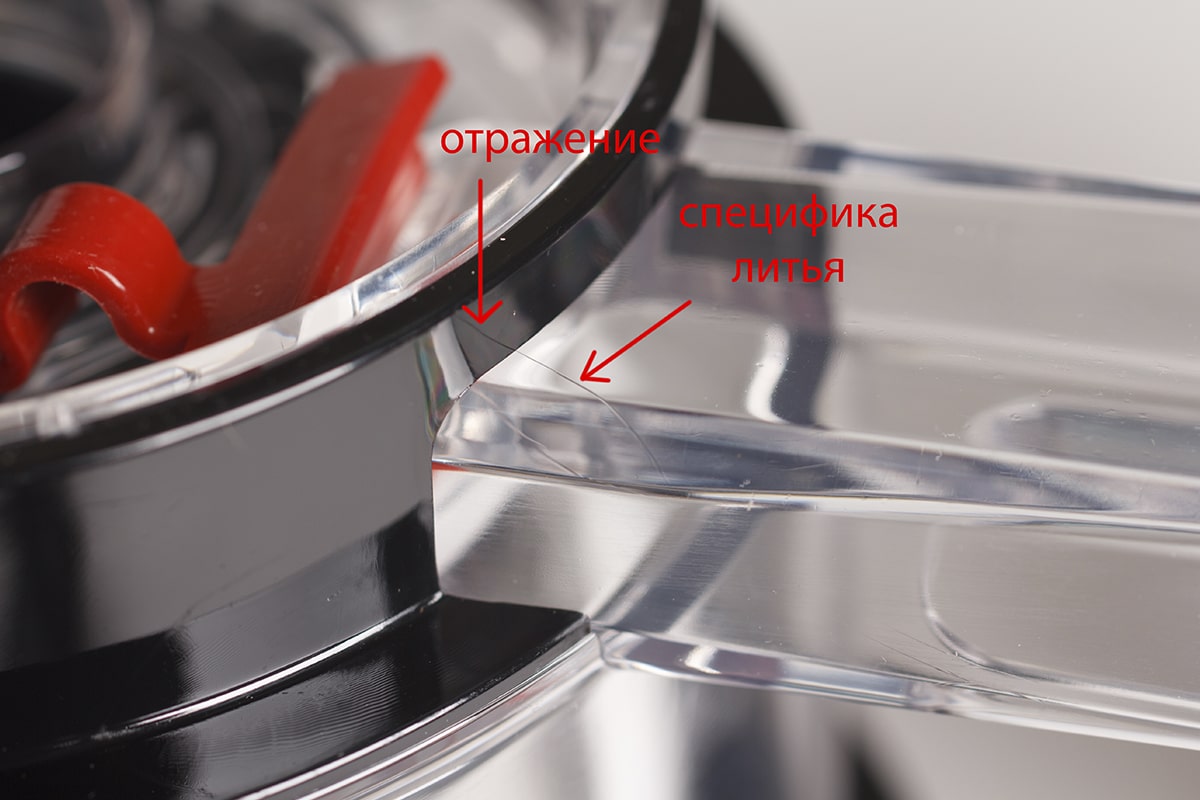  |
Пользователи нередко обращаются к нам с подобным открытием и с опаской именуют эти линии трещинами. Причин для беспокойства нет, это технологические насечки от литья. Они есть на множестве деталей (отжимная корзина, шнек) шнековых соковыжималок разных производителей и не являются неисправностью. Массовое производство деталей из пластика подразумевает сложный процесс по впрыскиванию расплавленного материала в заранее подготовленную крепко сжатую форму. Подаваемая масса равномерно заполняет объем и кристаллизуется, приобретая необходимые параметры. Благодаря совершаемым действиям удаётся получить качественные изделия. Данным способом производится практически половина всех полимерных деталей. Чтобы это было возможным необходимо применять дорогостоящую технику свысокой производительностью. В качестве сырья для изготовления необходимых продуктов используются гранулы термопластов и термореактивные порошки, благодаря которым готовое изделие приобретает требуемые эксплуатационные и физические качества. Гранулы сохраняют свои параметры при вторичной переработке, а порошки подвергаются воздействию химических реакций и в итоговом варианте образуют неплавкий металл. |
Процесс литьяСам процесс литья гораздо проще, чем кажется: берётся форма из металла, внутри полностью повторяющая все детали изготавливаемого изделия, вешается на термопластавтомат, закрепляется на нём с помощью специальных прихватов и центруется на плите с помощью специальных колец, которыми оснащена. Прежде чем начнётся работа, необходимо настроить машину под форму, которая состоит из двух частей: движущимся пуансоном и неподвижной матрицей. Это создано, чтобы можно было с лёгкостью вынуть готовое изделие. Давление этих частей друг на друга может превышать сотни тонн, поэтому для форм используется прочный металл, способный это выдержать. Такая сила сжатия частей объясняется тем, что впрыск материалов в форму происходит под высоким давлением, иесли одна из сторон недостаточно прижата к другой, то могут появиться трещины или лишние отверстия. В таком случае в них затечёт пластик, и итоговый товар будет бракованным. Поэтому литьё начинается только тогда, когда формы плотно сомкнуты между собой. |
 |
 |
Каждая машина имеет узел впрыска. Как правило, она выглядит как длинная труба, внутри которой находится шнек. Из резервуара в узел впрыска поступает материал, захватывается шнеком и проталкивается к соплу, в процессе чегонагревается до своей температуры плавления с помощью колец на узле и под воздействием силы трения. Дляполипропилена, к примеру, такая температура составляет 200-230°С. Во время забора материала шнек вращается, нагоняя между собой и отверстием сопла материал. После загрузки шнек сдвигается вперёд, проталкивая необходимое количество материала в форму. Далее нужно дать готовому изделию время для того, чтобы оно кристаллизовалось и застыло. В случае неравномерного охлаждения усадка может использовать готовый продукт. Только соблюдая все нормы и нюансы на выходе можно получить высококачественный продукт. Технология литья под высоким давлением позволяет производить детали из легких сплавов с большой скоростью. Подобный процесс обеспечивает высокую точность, чистоту поверхности, однородность и оптимальные механические свойства. |
 |
 |
 |





